by Harold T. Michels and Kenneth P. Geremia, Copper Development Association Inc; Paper Number 05238; Reproduced with permission from CORROSION/2005 Annual Conference and Exhibition, Houston, Texas. © NACE International. All rights reserved.
- Abstract
- Introduction
- Construction
- Historical Record
- Other Copper Nickel Hulls
- Test Proceedure
- Field Inspection
- Conclusions
- Acknowledgments
- References
Abstract
The Asperida is a 16 m pleasure sailboat that was launched in 1967. The hull is made of solid 4 mm thick copper-nickel alloy UNS C71500, which is supported by a 6 mm frame made of the same alloy. During its lifetime, the Asperida has had a few mishaps, including groundings and hitting submerged rocks. Although the hull is dented and a small portion of the keel is crumpled, the hull plates have not ruptured and the welded joints have not fractured. Biofouling resistance has been reported to be good, except for one incident in a notoriously problematic harbor in Spain a few months after being launched. A plastic pot scrubber easily removed any growth on the rare occasions when biofouling occurred. Some areas of the hull have lost a measurable amount of thickness, as determined by ultrasonic measurements, but overall, the loss has not been excessive. No meaningful corrosion or localized attack was observed when the hull was inspected in June 2004. However, weld defects related to trapped gas were found. In summary, the hull, which is believed to be the oldest copper-nickel hull in existence, was in surprisingly good condition.
Introduction
The ideal boat hull material would be readily available, inexpensive, easy to fabricate, have high mechanical strength, good ductility, and high impact resistance, as well as high resistance to seawater corrosion and biofouling. The corrosion resistance of a material is an important consideration. For example, if carbon steel is selected, a corrosion allowance is factored in, which adds weight and results in additional fuel consumption. Paints, as well as cathodic protection systems are typically utilized to reduce corrosion of carbon steel hulls. Biofouling resistance is also important. If biofouling resistance is not an intrinsic property of the hull material, as it is in the copper-nickel alloys, it is usually imparted through the use of antifouling paints, which require periodic reapplication.
Dr. Kenneth W. Coons, a professor of Chemical Engineering who was knowledgeable about metallurgy and corrosion, was searching for the ideal hull material. He had become dissatisfied with yachts he previously owned made of wood, steel, fiberglass and aluminum.1 He pointed out that steel requires sand blasting, grinding and semiannual cleaning in tropical waters. He went on to say that good wood was no longer available. Dr. Coons then said fiberglass was too expensive for a single yacht of the size he was contemplating, perhaps because a custom-built mold, which would only be used one time, would have to be fabricated. Finally, he stated that aluminum corrodes too quickly. Dr. Coons spent a decade investigating different materials and evaluating their performance in seawater. One of the many techniques he used was towing sample coupons behind a yacht.2 After a period of time, the coupons were examined, and their corrosion resistance was determined and rated. Based upon his analysis over several years, Dr. Coons selected copper-nickel alloys. He selected UNS C71500 over C70600 as the optimum hull material for his boat, on the basis of its higher strength, even though it has somewhat lower biofouling resistance. He specified that no corrosion allowance was to be used in determining the hull thickness, and 4 mm was decided upon.
Construction
The Asperida, whose specifications are presented in Table 1, was designed by S.M. van der Meere and built by Trewes International at the Cammenge Jacht en Scheepswerf (shipyard) in Wormerveer in northern Holland. As previously mentioned, four mm thick C71500 plate was selected as the hull material. Its composition, as well as the compositions of the other alloys to be discussed, is shown in Table 2. The list of the major components utilized and their construction materials is given in Table 3. The hull plate was 4 mm thick, and it was reported that 5 mm strips were used in constructing the keel. The same copper nickel alloy, 6 mm thick, was used for rib frames and deck beams, but since angles and tee sections were not commercially available in C71500, they were fabricated in the shipyard. No problems were reported in bending and forming the frame and hull plates. A photo of the frame with some of the hull plate attached, which was taken during construction, is shown in Figure 1. This illustrates that the method of construction was almost identical to that normally used for carbon steel hulls. Shielded metal arc welding utilizing flux coated electrode W60715, which composition is given in Table 2, was selected to join the rib frames, to attach the hull plates to the frame, to join the through-hull fitting to the hull, and to attach adjacent hull plates. Lap joints were used on the hull below the waterline for added strength, and butt joints were used above the water line for appearance. Welding of the C71500 did not proceed smoothly. The welders had to be trained for the alloy, and some welds, which were judged to be unacceptable, had to be ground out and rewelded. Some pinholes showed up in the keel during the maiden voyage to a boat show in Amsterdam, but these did not need to be repaired.3 Neither the wetted bottom of the hull nor the bilges were painted, although the hull was painted above the waterline for aesthetics.
| Type | Value |
|---|---|
| Type of Sailboat | Auxiliary Ketch |
| Rig | Marconi |
| LOA | 16 m |
| LOA including Bowsprit | 17.7 m |
| LWL | 12.2 m |
| Beam | 4.4 m |
| Draft | 1.6 m |
| Self Bailing Cockpit | Yes |
| Estimated Displacement | 21,000 kg |
| UNS Number | Cu | Ni | Fe | Mn | Other |
| C70600 | Balance | 9.0-11.0 | 1.0-1.8 | 1.0 | |
| C71500 | Balance | 29.0-33.0 | 0.4-1.0 | 1.0 | |
| N04400 | 28.0-34.0 | 63.0 min | 2.5 max | 2.0 max | 0.59 max Si, 0.30 max C |
| W60715 | Balance | 29.0 min | 0.40-0.75 | 1.0-2.5 | 0.50 max Si, 0.05 max C |
| W82141 | 0.25 max | 92.0 min | 0.75 max | 0.75 max | 1.0max Al,1.25 max Si,1.0-4.0 Ti |
| Monel 140* | Balance | 62-70 | 2.5 | 2.5 | Si, 1.5 Ti, 0.75 Al, 3.0 Nb |
| C26000 | 70.0 | 30.0 Zn | |||
| *no UNS number since alloy was discontinued prior to adoption of UNS alloy designation system | |||||
| Component | Material |
|---|---|
| Hull-4 mm | UNS C71500 |
| Keel-5 mm | UNS C71500 |
| Ballast | Lead and concrete |
| Rib Frame-6 mm | UNS C71500 |
| Deck Beams | UNS C71500 |
| Fuel Tank | UNS C71500 |
| Water Tank | UNS C71500 |
| Thru-hull Fittings | UNS C71500 |
| Deck | Teak over marine plywood |
| Deck Fasteners | UNS C26000 |
| Engine Shaft-76.2 mm in diameter | UNS N04400 |
| Port Holes | Galvanized Iron |
| Bulkheads and Engine Bedding | Carbon steel |
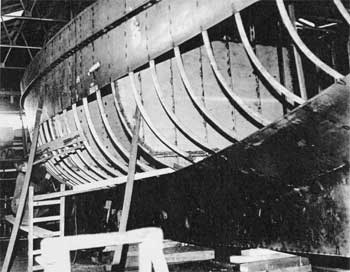
Figure 1. Asperida during construction, showing partially exposed rib beams and hull plate.
The bulkheads were made partly of carbon steel for reasons of economy and were arc welded to the C71500 with Monel140, whose composition is shown in Table 2. A small fraction of the bulkheads, the lower 50 mm as well as 50 mm of the outer edges, were made of C71500. The engine bedding, also made of carbon steel, was welded to the C71500 using the same methods and materials, arc welding with Monel140. The galvanized iron portholes were also joined in the same manner. It was suggested by the marine architect that carbon steel could be used for the hull above the waterline for a cost saving, but this was not accepted by Dr. Coons.4 The N04400 bilge piping and other 70% Ni-30% Cu components were welded to the C71500 with W82141. The latter is a coated electrode. The compositions of both N04400 and W82141 are given in Table 2. The propeller shaft and rudder post were also made of N04400. The propeller was manganese-bronze, but the alloy was not identified. A zinc collar was attached to the N04400 shaft ahead of the propeller. The keel was filled with lead and concrete for ballast. The teak deck was attached with brass screws, which were assumed to be C26000.
The vessel was fitted out with a full set of components including diesel engine, shaft, propeller, bearings, motor generator, masts, sails, lines and rigging, lifelines, life raft, dingy, anchors, batteries, wiring for lighting and power, electronics, refrigerator, freezer, stove, spare parts, cabin heating, insulation, teak deck, cockpit, deck house, coachwork in cabin saloon, lockers, plus varnish and paint. A photo of the Asperida, as it looked at the end of construction, can be seen in Figure 2. The white areas of the painted portion of the hull are due to reflection of light. The total sales price3 was 11.9% greater than a comparable carbon steel hull, as listed in Table 4, which is a modest premium. However when one looks only at the cost of UNS C71500 for hull construction, it can be seen that the premium over carbon steel is almost a factor of ten ($11,000/$1,200 = 9.17). Thus, it can be misleading to look only at alloy cost, because it is only one, often small, component of the total system cost. In this case, the cost of C71500 was just 7.7% of the total cost of the sailboat.

Figure 2. The Asperida, with the hull unpainted below the waterline and painted above the waterline.
| Carbon Steel | UNS C71500 | |
|---|---|---|
| Hull | 800 | 7,000 |
| Frame | 400 | 4,000 |
| Labor | 10,000 | 10,000 |
| Components and Outfitting | 68,150 | 68,150 |
| Total Costs | 79,350 | 89,159 |
| Overhead, Profit and Taxes | 48,060 | 53,460 |
| Sales Price-Total | 127,410 | 142,610 |
| Premium paid for UNS C71500 hul | +15,200 or 11.9% |
This is the typical dilemma faced when a high-performance alloy, with a high initial cost, is being considered. The annual cost of maintaining a steel hull exterior was estimated to be more than $3,000 in 1967; in comparison, the cost for a C71500 hull exterior was estimated to be $600, i.e. an annual saving of $2400.3 No additional maintenance costs were estimated for the C71500 hull interior; however, the interior maintenance cost of a carbon steel bilge and hull interior was estimated to be $500 annually.3 That increased the annual estimated saving over a carbon steel hull to $2,900. Thus, assuming no cost of money, the $15,200 premium paid for the C71500 sailboat would have been recaptured in just over five years. At face value this does not look promising. However, there is another factor the life expectancy of the hull. Dr. Coons estimated a C71500 hull should have a considerably longer life than one of carbon steel. He said it should last 100 years, if corrosion alone were a consideration.3 Another consideration is that the sailboat would seldom, if ever, be unavailable because of hull maintenance. Although this is not a major issue for a pleasure boat, it is a critical consideration for a commercial vessel.
Historical Record
Delivery of the Asperida was taken in March 1967.3 In the subsequent months, the vessel suffered from several hard hits in the canals in France. This caused 20% to 30% elongation in small areas of the plates and welds. However, no weakness or failure was observed in the hull. The first growth of grass was observed on the boottop antifouling paint. After about four months in seawater, thin calcareous shell freckling appeared on the hull, but this was easily brushed off by hand, leaving a smooth, clean surface.3 In December of 1967, late in the launch year, Dr. Coons5 wrote about two issues. The first related to fouling which developed during an extended stay in a harbor in Spain that is notorious for encouraging excessive marine growth on boat hulls. When the boat arrived in the harbor, it had a thin non-complete cover of barnacles. After a few weeks, sea growth established but was easily removed with a plastic pot scrubber to about 30 cm below the waterline. After several more weeks, the boat was hauled. It was found to be covered with 2.5 cm or more of marine growth, as shown in Figure 3. The marine growth was readily removed, leaving a smooth and clean hull surface with no evidence of corrosion. The second issue was a rusty weld found when the boat was hauled. It was about 20 cm long near the bow, below the waterline. A welder probably inadvertently used a carbon steel rod during construction. Although the weld was not repaired at that time, it was apparently ground out and rewelded with the proper material at some future unspecified date. As an aside, Dr. Coons mentioned that the sacrificial zinc anode was missing, a common occurrence. A list of owners, years of ownership, and where they sailed can be seen in Table 5.
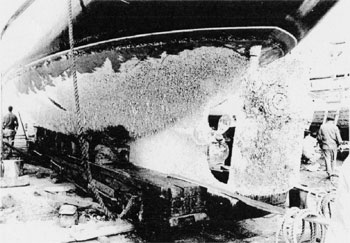
Figure 3. Marine growth after several weeks in a harbor in Spain, which is well-known for high levels of biofouling.
| Years | Owners | Locations |
|---|---|---|
| 1967 - 1972 | Dr. Kenneth W. Coons | Holland, French canals, Mediterranean, Caribbean, Bermuda, Massachusetts |
| 1972 - 1976 | E. Howard Gee | Massachusetts, Maine, Florida, Caribbean, Venezuela, Panama Canal, Alaska |
| 1976 - 1978 | Michael Dulien | West Coast of United States |
| 1978 - 1981 | Judge Winthrop Johnson | West Coast of United States |
| 1981 - -2001 | Paul Dent | New York, South Carolina |
| 2001 - present | Waldemar Cieniewicz | North Carolina, New Jersey |
In 1972, E. Howard Gee purchased the Asperida in Plymouth, Massachusetts.6 During his first month of cruising in Maine, the Asperida collided with a submerged rock. Instead of breaking a seam or splitting open the hull, the metal proved very malleable, and just took a bit of reshaping. The results of the impact can be seen in Figure 4.7 Gee never used bottom paint and reported that the hull stayed shiny and smooth when underway.6 He indicated that, in some ports, a thin layer of dirt would settle on the hull and allow some growth to begin. In tropical waters, barnacles would grow on the dirt, but using a plastic pot scraper readily restored the hull to a shine.

Figure 4. The barnacle-free hull of the Aperida after being hosed down to remove harbor slime, showing a crumpled forward end of the keel as a result of collision with a submerged rock.
An article on the Asperida appeared in Nickel Topics magazine eight years after the launch date.7 The hull was found to be barnacle-free, after being hauled and hosed down to remove harbor slime, as shown in Figure 4. A few barnacles managed to cling to the hull, aft, near the keel, as can be seen in Figure 5.7 These were popped loose with finger pressure. The hull was also reported to discourage algae growth. The Nickel Topics article7 stated that the hull had a lightly etched appearance, indicative of normal, barely perceptible general corrosion. Several areas aft, near the keel, showed a few shallow pits, which ranged from 0.025 mm to 0.127 mm in depth.2,7 Brass screws holding down the teak deck were failing by dezincification. They were probably made of C26000, which composition is shown in Table 2, and were replaced with unidentified nickel-aluminum-bronze alloy fasteners.2,7 The original manganese-bronze propeller displayed significant dezincification, as can be seen at the bottom of Figure 6, and was replaced with one made of nickel-aluminum-bronze.2,7 Neither the original nor replacement propeller alloy was identified.

Figure 5. Close-up of weld, aft, near keel showing several barnacles, which managed to cling until popped off with finger pressure.

Figure 6. Manganese-bronze propeller, which failed by dezincification.
In October 1979, the Asperida hit a power line near Portsmouth, Virginia. In November 1979, an in-the-water marine survey was conducted by J.R. Hunt.8 The Hunt survey indicates there had been no damage to the hull as the result of the Virginia accident. The survey, however, includes a report from A.H.Tuthill,2,8 a well-known expert on marine corrosion. The Asperida was hauled and inspected by Tuthill near Wrightsville Beach, North Carolina, in September 1979, just a month before the accident. In the report, Tuthill stated that he observed barnacles, about the size of a pin head, at a density eight or nine per square meter. Hull damage was also apparent, he said. On the port side, just forward of amidships, denting was observed at the waterline. A single dent, about 30 cm high and 60 cm to 90 cm long, was observed below the waterline, apparently as a result of grounding on a rock. There was no visible evidence of metal distress or abrasion in this region. Tuthill concluded that, overall, the hull was in excellent condition.2
The next-to-last confirmed report on the Asperida was in 1988.9 Paul Dent, the owner at that time, praised the virtues of the hull. He said he never had to scrape it or apply antifouling paint to the bottom of the hull in the years he owned it. He went on to indicate that all the promised advantages came true as well, including maintenance of initial hull speed, fuel economy, and total availability of the boat. The Asperida changed ownership again in North Carolina in 2001. The hull had been sitting for a long period in dirty water in North Carolina. After it was sailed to New Jersey and hauled in 2001, it was found to be fouled with slime and grass. However, this growth was easily removed, and the hull was washed down. In the spring of 2004, the current owner requested information about the Asperida from the Copper Development Association Inc. One outcome of the ensuing discussions was that they allowed the hull to be inspected. The results of this out-of-the-water inspection, during which hull thickness was measured, will be discussed in a later section of this paper.
In 1980, G.K. Grossmann,2 presented a paper devoted to the Asperida at a Royal Institute of Naval Architects symposium. He indicated that the overall metal loss over twelve years was 0.05 mm. T.J. Glover,10 at the same conference, indicated that 0.05mm was lost in 8 years and that the overall corrosion rate was <0.01 mm/y. Glovers10 values may have been taken as the upper end of the range of 0.025 mm to 0.050 mm of the metal loss observed over eight years, as reported in Nickel Topics.7
Grossmann stated that the primary determinant of corrosion rate in seawater is water velocity and that C70600 is suitable up to a maximum of 4 m/s, while C71500 is useful above 4 m/s and up to approximately 6 m/s. At above approximately 1 m/s, fouling organisms have increasing difficulty in attaching themselves to a surface. Thus, corrosion is directly related to velocity. In 1980, Glover10 indicated that 10 vessels with copper-nickel hulls had been constructed in the previous decade. All were less than 25 m in length and operated at speeds of less than 5 m/s. He went on to say that until recently, there was concern about corrosion rates of copper-nickel alloys, which could be anticipated on vessels operating at higher speeds. However, he pointed out that Sun Ships had recently run a trial with very encouraging results. A 240-m container ship, which operated at 12 m/s, had C70600 test panels fitted to the hull and rudder. The maximum loss of metal was 0.08 mm, and the average loss was 0.02 mm over a 14-month period. Glover10 also observed that this corrosion rate was falling steadily with time, which is indicative of the development of a protective corrosion film.
C.A. Powell11 indicates that C70600 copper-nickel boats are self-cleaning, in that accumulations are removed at velocities between 1.5 m/s to 4 m/s. She reported on the same 14-month trials at 12 m/s, referred to by Glover10 and pointed out that this velocity is over three times the pipe design velocity of C70600. Powell went on to say that a crude oil tanker operated for over two years at 8 m/s with insulated copper-nickel panels attached to the hull. The resulting corrosion rate was less than 0.02 mm/y. In conclusion, it seems that the piping design velocities for copper nickel alloys are overly conservative for ship hulls.
Pircher et al12 reported on the results of the same 14-month trial and also stated that the maximum loss was 0.08 mm on the sheathed rudder, which was also subjected to propeller turbulence. These authors also indicated that the surface roughness of the C70600 was 20 m, while the roughness of the similarly exposed conventionally painted steel hull was 210 m. A reduction in hull roughness translates into a decrease in power requirements and thus lower fuel consumption.
Other Copper Nickel Hulls
Powell11 reports that the Copper Mariner, a shrimp boat with a C70600 hull, had not required hull cleaning nor had it suffered any significant corrosion after 21 years of service. Unfortunately, the exact location of the Copper Mariner is unknown, although several years ago it was reported to be operating in Nicaragua.
Another vessel of interest, also with a C70600 hull, is the Pretty Penny. Powell13 indicates that it was never painted inside or outside. Since it was launched in 1979, it has been in the River Swale, at Uplees off the Thames estuary. During its first three years, it remained free of fouling, but then required yearly cleaning. Fouling was easily removed with a scraper. In 1995, the Pretty Penny was hauled for the first time since it had been launched and was surveyed. Prior to inspection, a 9-cm layer of grass was readily removed with a piece of wood in a few minutes. Powell13 found that the hull was in excellent condition. Neither pitting of the hull plate nor preferential corrosion of welds was observed. There was also no evidence of impingement attack around the rudder or propeller. Occasional evidence of barnacle attachment was found at uneven laps and also at weld heat-affected zones where the frame was welded to the hull plates.
At some unspecified time prior to being hauled out, a small seepage hole had been found at the waterline near the stern. Ultrasonic thickness measurements indicated there was significant thinning around the small hole. Additional measurements at the waterline went from 3.0 mm, which was the original hull thickness, down to 2.7 mm and down to 2.0 mm near the bow. The owner attributed some of this metal loss to grinding during fabrication. Apart from significant thinning at the seepage hole, the owner stated that losses at the waterline were minimal. The corrosion rate at the bow averaged 0.06 mm/y over 16 years, which seems excessive considering the low speed of the vessel. However, the 0.3 mm thinning over the rest of the hull at the waterline results in a maximum corrosion rate of 0.02 mm/y. Powell13 suggested that, although the thinning at the bow and the waterline has not been observed on other copper-nickel boats, that consideration be given to providing extra thickness in these regions.
Test Procedure
Ultrasonic thickness measurements were taken during the inspection of the hull of the Asperida in May 2004. These readings were made with a Kraukramer Branson Model CL304 instrument, using a flat transducer and a coupling fluid. The instrument was calibrated with a known material, a 3.35-mm-thick plate of C71500, which is the same alloy as the hull material. Multiple measurements were made at each location.
Field Inspection - Observations and Measurements
The hull of the Asperida was inspected in May, 2004 while it was undergoing a complete refurbishment and refitting in New Jersey. The most obviously damaged area of the hull was the forward end of the keel, which was crumpled and dented, as shown in Figure 7. The plate had not ruptured and the welds had not cracked, which is a testimonial to the ductility of C71500. Also note the horizontal lap weld and the mottled corrosion film, which was a green patina, on the hull. See Figure 4 for an earlier photograph of the crumpled keel, taken in 1975 from the port side. The stern, as well as the web connecting the hull to the trailing edge of the keel, can be seen in Figure 8. Note that the boottop paint at the waterline has been mostly worn away, probably by wave action and weather over time. The paint on the hull, above the waterline, is almost completely gone. The inside of the hull including the hull plates, ribs and deck beams can be seen in Figure 9. Note that these areas have never been painted, and the corrosion is not extensive. The black spots are newly formed high-temperature oxides related to recent welding. Also note that the bottom of the new marine grade plywood deck can be seen in the top of Figure 9. The forward bilge areas were generally quite clean, although a moderate and visible amount of a brown corrosion film has occurred, as shown in Figure 10. However, in one area of the bilge, where the head waste holding tank fitting failed, more corrosion is apparent, as shown in Figure 11. Waste had sat in the bilge for a prolonged period. The corrosion films in this area are mostly brown but are green at the corners and edges of the bilge. Nonetheless, extensive corrosion is not apparent and no failure has occurred. It should be noted that the bilge has never been painted and has required no maintenance.

Figure 7. Portion of hull, portside, showing patina, horizontal lap weld and forward end of dented keel.

Figure 8. Stern, starboard side, showing trailing end of the keel and the web connecting hull to keel.

Figure 9. Inside of unpainted hull, showing hull plate, ribs and deck beams.

Figure 10. Unpainted forward bilge.

Figure 11. Unpainted aft bilge, with shaft passing through, where waste holding tank ruptured.
The welds were in generally good condition and were not corroding preferentially. However, an occasional weld defect was observed. An example can be seen in the butt weld above the right digit in Figure 12. A possible pit can be seen on the hull plate above the weld near the left digit. Some gouges can also be found below the weld. These types of defects were very far apart and few in number. The exception was in the bow, where a large number of weld defects are apparent, as can be seen in Figure 13. These weld defects were introduced when the hull was constructed in 1967. They were subsequently exposed as a result of erosion over the past thirty-plus years. However, they have not resulted in leaks, and thus they do not appear to warrant repair.

Figure 12. Butt weld with a single defect seen above right digit, and pit in plate above left digit, on port side, amidships, above the waterline.

Figure 13. Numerous defects in bow weld below the waterline.
Multiple ultrasonic thickness measurements were taken on various portions of the hull and are listed in Table 6. The ultrasonic thickness measurements taken directly at the bow, from 25 cm above to 15 cm below the waterline, averaged 3.86 mm on the starboard side and 3.96 mm on the portside. Measurements were also taken 5 cm aft of the bow. These averaged 3.99 mm on the starboard side and 4.01 mm on the port side. Although there is some variation, the average of all the readings taken in the bow region was 3.96 mm, which is quite close to the original hull thickness of 4 mm. At amidships, 75 cm down form the waterline, the value was 3.99 mm. At the lap joints, the readings indicated a thickness of 4.47 mm, which were higher, as expected, because a single hull plate was 4 mm thick. The measurements in the keel averaged 3.48 mm. These lower values may be a result of abrasion on sand and/or from corrosion as a result of sitting in mud containing sulfides. The measurements at stern, which averaged 3.15mm on the starboard side and 3.29 on the port side, were the lowest sets of readings taken. This may be related to propeller turbulence. However, it is likely that the stern, which is the most highly curved region on the hull, was subjected to grinding to smooth out the hull contour. Thus grinding may account for some of the higher-than-expected metal loss in this area.
| Area | Location | Starboard | Port |
|---|---|---|---|
| Directly at bow: | |||
| Bow | 3 cm down from waterline | 3.90 | 4.12 |
| Bow | 5 cm down from waterline | 3.91 | 3.91 |
| Bow | 8 cm down from waterline | 3.91 | 3.92 |
| Bow | 10 cm down from waterline | 3.78 | 3.94 |
| Bow | 12 cm down from waterline | 3.89 | 3.89 |
| Bow | 15 cm down from waterline | 3.91 | 3.86 |
| Bow | 25 cm above waterline | 3.86 | 4.11 |
| Mean | 3.86 | 3.96 | |
| 5 cm aft of bow: | |||
| Bow | At waterline | 4.06 | 4.01 |
| Bow | 3 cm down | 4.02 | 4.01 |
| Bow | 5 cm down | 4.01 | 3.99 |
| Bow | 8 cm down | 4.02 | 3.96 |
| Bow | 10 cm down | 3.92 | 3.93 |
| Bow | 12 cm down | 3.97 | 3.94 |
| Bow | 15 cm down | 3.98 | 3.96 |
| Bow | 25 cm above waterline | 4.10 | 4.21 |
| Mean | 3.99 | 4.01 | |
| Amidships | 75 cm down from waterline | - | 3.99 |
| Amidships | At hull lap joint | - | 4.47 |
| Keel | Bottom of keel | - | 3.59 |
| Keel | Bottom of keel | - | 3.64 |
| Keel | Bottom of keel | - | 3.56 |
| Keel | 3 cm above bottom of keel | - | 3.10 |
| Keel | 3 cm above bottom of keel | - | 3.22 |
| Keel | 5 cm above bottom of keel | - | 3.40 |
| Keel | 10 cm above bottom of keel | - | 3.82 |
| Mean | 3.48 | ||
| Stern | Centerline, above propeller | 3.59 | 3.90 |
| Stern | 8 cm outward from centerline | 3.72 | 4.05 |
| Stern | At web edge, just below hull | 2.71 | 2.74 |
| Stern | At web edge, 2 cm forward | 2.71 | 2.78 |
| Stern | Web edge, 20 cm forward and down | 2.63 | 2.55 |
| Stern | Web edge, 25 cm forward and down | 3.56 | 3.73 |
| Mean | 3.15 | 3.29 |
The portside readings were consistently higher than those of the starboard side, but no explanation for this variation is apparent. Overall, the average thickness directly at the bow, was 3.91 mm, which is close to the original hull thickness of 4 mm. This equates to a loss of 0.09 mm over 34 years or 0.003 mm/y. The mean of the keel readings was 3.48 mm. This equates to a 1.52 mm loss over 34 years in service, since the keel was reported to be 5 mm thick This metal loss equates to 0.045 mm/y corrosion rate. The mean of the stern reading was 3.22 mm, which equates to a 0.78 mm loss over 34 years or 0.023 mm/y. The lowest reading on the hull is 2.55 mm, which was taken at the stern, equates to a 1.45 mm metal loss over 34 years or 0.043 mm/y. As mentioned above, the grinding of the stern, rather than corrosion alone, may account for some of this metal loss. However the largest metal loss was found at the keel, where readings were 3.10 mm at one location. This translates into a metal loss of 1.9 mm and equates to a corrosion rate of 0.056 mm/y.
Conclusions
Based on the May 2004 inspection of the Asperida:
- No firm conclusions can be reached in regard to biofouling resistance, because the hull was cleaned prior to inspection. However, from the references, it appears that the C71500 hull of the Asperida is biofouling resistant, and when biofouling did occur, it was not firmly attached and was easily removed.
- The bow is the only area where there is a significant number of weld defects.
- The weld defects in the bow are attributed to gas that was trapped during initial construction, but they have not leaked and do not require repair.
- Both the C71500 hull plates and W60715 welds have exhibited excellent ductility and mechanical strength, which was apparent when the deformed regions of the hull were examined.
- Both the C71500 hull plates and W60715 welds have exhibited excellent general corrosion and pitting resistance, and neither has suffered from galvanic attack.
- The ultrasonic thickness measurements indicate insignificant metal loss from the original hull thickness of 4 mm just aft of the bow and amidships at the waterline.
- The ultrasonic thickness measurements taken directly at the bow average 3.91 mm, which equates to a corrosion rate of 0.003 mm/y.
- The ultrasonic thickness measurements taken on the keel average 3.48 mm, which equates to a corrosion rate of 0.045 mm/y.
- The ultrasonic thickness measurements taken on the stern average 3.22 mm, which equates to a corrosion rate of 0.023 mm/y.
- Grinding during construction may account for some of the metal loss at the stern.
- The bilge and the interior of the hull have never been painted and have required no maintenance.
- The wetted bottom of the hull has never been coated with antifouling paint and has required little maintenance other than an occasional scraping, during which any biofouling was easily removed.
- Overall, after thirty-four years of exposure to seawater, the hull appears to be in excellent condition, even though it has had several owners, suffered damage during a few mishaps, and has sailed great distances.
- UNS C71500 is readily fabricated and has good corrosion and biofouling resistance.
- In view of its many attributes, UNS C71500 should be considered seriously as a hull material for pleasure boats, commercial ships and naval vessels.
Acknowledgements
The authors wish to thank Arthur Tuthill, who gifted his files on the Asperida to Carol Powell, who, in turn, made them available to the authors. An acknowledgment is also given to Carol Powell for her constructive comments. In addition, we wish to express our appreciation to Ken Money and Stella Long of INCO Limited for help in identifying references and permission to refer to internal reports. We also wish to thank the Copper Development Association UK and the Nickel Institute for providing information, as well as the International Copper Association, and the Copper Development Association Inc. for logistical, financial and other support. Special appreciation is also expressed to Waldemar Cieniewicz and Anna Muriglan for permission to inspect the hull and for their assistance. They were most gracious, and we wish then many safe and enjoyable voyages on the Asperida.
REFERENCES
- P.S. Hanson, Dr. K.W. Koons (sic) Copper Nickel Yacht, The International Nickel Company Inc., Memo to File, December 1, 1966.
- G.K. Grossmann, An Introduction to Anti-fouling and Other Properties of Cupro-Nickel Alloys in Shipbuilding as Exemplified by the Asperida, Cupro-Nickel Alloys for Anti-fouling Symposium, Royal Institute of Naval Architects, Southampton, January 29, 1980
- P.S. Hanson, Copper-Nickel Hulled Yacht, The International Nickel Company Inc., Memo To File, November 29, 1967
- R.J. Wakelin, Copper Alloys For Boats, International Copper Research Association Visit Report, October 4, 1966
- K.W. Coons to R. J. Wakelin, Handwritten Letter. December 12, 1967
- E. Howard Gee, Dream-Boat Material, Sail Magazine, p. 10, May, 1976
- After 8 Years Sailing the Ocean Blue 52 ft. Ketch Helps Prove Worth of Copper-Nickel Alloy, Nickel Topics, vol. 28, no. 4, pp 5-6, 1975
- J.R. Hunt, Marine Survey of Asperida, November 16, 1979
- Copper-Nickel Hulled Boats Around the World, From New York to Genoa, Are Free of Fouling,Copper Topics, Winter 1988
- T.J. Glover, Cupro-Nickel Hulled Vessels, Cupro-Nickel Alloys for Anti-fouling Symposium, Royal Institute of Naval Architects, Southampton , January 29, 1980
- C.A. Powell, Preventing Biofouling with Copper-Nickel Alloys, Materials World, pp 181-183, April 1994
- H. Pircher, B. Ruhland and G. Sussek, Use of Copper-Nickel Cladding on Ship and Boat Hulls, Copper Dev. Assoc. UK Pub No. 36, 1985
- C.A. Powell, The Biofouling Resistance of Copper-Nickel Properties and Experiences, Copper Development Association UK and Nickel Development Institute, July 1997