Bearing Design Material Properties The Bearing Bronze Families Summary
It is not at all unusual to come across a bronze sleeve bearing that has been performing satisfactorily for decades, even under severe operating conditions. In fact, a properly designed and maintained bronze bearing often outlasts the equipment it serves. Achieving such performance is not difficult, but it requires sound design, the right bearing material, accurate manufacture and, as with any mechanical equipment, diligent maintenance.
Bronzes are unquestionably the most versatile class of bearing materials, offering a broad range of properties from a wide selection of alloys and compositions. This data sheet describes the most used standard bearing bronzes and is aimed at helping the designer select the right bronze for the job at hand.
Bearing Design
Good bearing design involves three fundamental elements: understanding the service environment, designing for proper lubrication and selecting the best bearing material for the job. Accurately assessing expected service conditions cannot be overemphasized; it is the basis for all subsequent decisions. Creating or at least identifying the lubrication mode in which the bearing will operate is equally important. Sometimes the mode can be established through design; other times it is simply dictated by operating conditions.
Finally, the bearing material selected must suit both the service environment and the operating mode. The wide array of properties offered by the bearing bronzes simplifies material selection process and helps insure that the alloy chosen will provide optimum bearing performance.
Service Conditions
The most important prerequisite to assuring optimum bearing performance is knowing - or accurately predicting service conditions. Major areas of consideration are:
- Load, steady and impact,
- Speed at design load,
- Oscillating motion, i.e., less than full revolutions,
- Corrosive environments,
- Dirty environments and/or lubricants,
- Temperature,
- Frequent start-stop operation,
- Questionable or interruptible lubricant supply,
- Shaft or journal misalignment,
- Hardness differential, bearing vs. shaft.
Satisfying the often conflicting demands of the particular mix of operating conditions expected makes almost every bearing design a compromise. Conditions involving extremes of load, speed or temperature in combination, whether low or high, are especially challenging. The bearing designer's task is to optimize that compromise to achieve the best possible performance in the finished product.
Operating Modes
Having defined the bearing's operating conditions the next step is establishing the in-service lubrication mode - hydrodynamic, boundary or mixed film. Sometimes this can be done by design, other times it must be accepted by default.
Hydrodynamic Mode
The mode offering the lowest friction and least wear is called hydrodynamic or full-film operation. In this mode the bearing is completely separated from the shaft (Journal) by a continuous film of oil in the eccentric space between shaft and bearing ( Figur e1). The oil is under hydrodynamic pressure created by the relative motion between bearing and journal. Hydrodynamic conditions are established by:
-
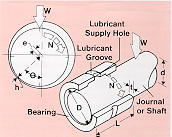 Figure 1. Eccentric Position of a Sleeve Bearing Under Operating Conditions. Full-film mode denoted by finite value of h.
Figure 1. Eccentric Position of a Sleeve Bearing Under Operating Conditions. Full-film mode denoted by finite value of h. - Velocity greater than 25 sfpm,
- Unidirectional motion (no oscillation),
- Proper lubricant viscosity (higher viscosity increases load-carrying capacity, lower viscosity decreases the frictional coefficient), and
- Proper lubricant flow: flow must be continuous and not less than the minimum level approximated by the expressions:
Q 1 = 29.3 x 10 -9 L + 0.0043 W/D mD 2N, gpm
Q 1 = 3.32 X 10 -3 L 0.0043 W/D mD 2N, drops per min
1 cu cm = 30 drops
C - Radial clearance, inches
D - Journal diameter inches
e - Eccentricity or radial journal displacement,
E - Journal eccentricity ratio
L - Bearing length, inches
m - Clearance factor
N - Rotation speed -RPM
Q 1 - Minimum oil flow for full film
W - Steady load - to be supported, lb
Z - Lubricant absolute viscosity, centipoise.
A sleeve bearing's operating mode is described in terms of a bearing characteristic number. A. The value of A, in relation to other factors, determines whether or not the bearing will operate hydrodynamically. The characteristic number is calculated by means of the equation:
A = m 2W/D 2ZN
in which,
m = 1000 * 2C/D
and where,
C = radial clearance, in inches,
Z = absolute lubricant viscosity centipoise.
This is known as the clearance factor It is written in terms of 2C/D the total diametral clearance, and includes the multiplier 1000 simply to keep the numbers easy to manage.
If load, speed and other factors can be adjusted such that A falls between 0.0005 and 0.50 the bearing should operate in the full-film mode. A bearing and its journal operate in practice with a given eccentricity, i.e., with the shaft positioned slightly off the bearing's true center by a distance, e, ( Figure 1). We can then define an eccentricity ratio, E, as:
E= e/C
E = journal eccentricity ratio
e = eccentricity or radial displacement of journal in.
This enables us to construct a diagram in terms of A, E and the bearing's L/D ratio. That diagram, Figure 2, is popularly known as the "heart-shaped curve" because of its shape. It delineates areas based on A, E and the L/D ratio which dictate the operating mode. Bearings which fall inside the heart-shaped area will operate in the fullfilm or hydrodynamic mode. Those outside it will not, however those near the heart may operate under partial hydrodynamic conditions, as explained below.
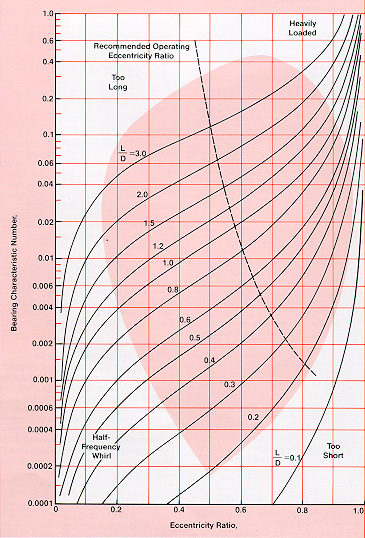 Figure 2. The "Heart-Shaped Curve" Delineating Operation in the Full-Film or Hydrodynamic Mode.
Figure 2. The "Heart-Shaped Curve" Delineating Operation in the Full-Film or Hydrodynamic Mode.The designer's job has been simplified considerably by the availability of tables which combine all the factors germane to full-film operation for common bearing configurations. These have been compiled as the Cast Bronze Hydrodynamic Sleeve Bearing Performance Tables, available from Copper Development Association Inc. They list more than 90,000 bearing conditions.
Since the bearing and journal are not in contact in the hydrodynamic mode, frictional coefficients can be as low as 0.001. (This is equivalent to the level attained by a high-precision ball element bearing and is considerably better than that achieved with roller bearings.) Also, since there is no metal-to-metal contact there can be no wear and bearing life should be indefinite. Theoretically, the only important material property consideration for full-film bearings is that the bearing alloy be strong enough to support the applied load. At start-up, (or shut-down) however, there is insufficient velocity to establish full-film operation immediately. This means the bearing at least momentarily operates outside the hydrodynamic regime, and there may be actual brief metal-to-metal contact. Extremely abrupt changes in load or lubricant viscosity can have the same effect. Hydrodynamic bearings normally can sustain changes in load or shock loads up to ten times the design load for limited periods of time.
Boundary Lubrication Mode
The most demanding condition from the bearing material standpoint is when the bearing and shaft actually touch or are separated only by a microscopically thin film of oil. This is the boundary film mode of operation. Boundary-film conditions exist when:
- Bearings are grease-lubricated,
- Bearings are only periodically lubricated as by hand oiling or greasing,
- Motion is reciprocating (oscillating), or
- Surface velocity is less than 10 sfpm.
Bearings operating under boundary conditions demand the greatest care in material selection. The bearing alloy must have low inherent friction, it must resist welding and seizing and it should have high thermal conductivity to remove frictional heat from the bearing surface.
Mixed Film Mode
Between the hydrodynamic and boundary regimes lies a condition known as the mixed-film mode. Here, a portion of the bearing's surface is supported by a hydrodynamic oil film while the rest operates with metal-to-metal (or boundary film) contact. This is probably the most common of the three operating modes.
Material Properties
Many millions of bearings operate successfully in the boundary and mixed-film modes for their entire service lives. The only penalty this entails is an increase in friction compared to hydrodynamically lubricated bearings and a consequently higher energy expenditure. Bearing life, however, will depend very heavily on the choice of bearing material. Even hydrodynamic bearings pass through boundary and mixed-film modes during start-up, and shut down, or when faced with transient upset conditions. This means that material selection is an important design consideration for all sleeve bearings, no matter what their operating mode. The general attributes of a good bearing material are:
- A low coefficient of friction versus hard shaft materials,
- Good wear behavior against steel journals (scoring resistance),
- The ability to absorb and discard small contaminant particles (embedibility),
- The ability to adapt and adjust to the shaft roughness and misalignment (conformability),
- High compressive strength,
- High fatigue strength,
- Corrosion resistance,
- Low shear strength (at the bearing-to shaft interface),
- Structural uniformity, and
- Reasonable cost and ready availability.
A material's inherent frictional characteristics are extremely important during those periods, however brief, when the bearing operates in the boundary mode. A low coefficient of friction is one factor in a material's resistance against welding to, and therefore scoring, steel shafts. Frictional coefficients for bronze alloys against steel range between 0.08 and 0.14. During wear, or when there is absolutely no lubricant present, the frictional coefficient may range from about 0.12 to as high as 0.18 to 0.30. By comparison, the frictional coefficient during wear for aluminum on steel is 0.32 and for steel on steel it is 1.00.
While efforts are normally made to keep bearings and their lubricants clean, some degree of contamination is almost inevitable. A good bearing material should be able to compensate for this by embedding small dirt particles in its structure, keeping them away from the steel shaft, which might otherwise be scratched.
Likewise, there is always a danger that shafts can be misaligned, or not be perfectly smooth. A bearing alloy may therefore be called upon to conform, or "wear-in" slightly to compensate for the discrepancy. This property is called conformability: it is related to the material's hardness and compressive yield strength. A high yield strength is also related to good fatigue resistance. Together, these properties largely define the material's load-carrying capacity.
The need for adequate corrosion resistance is especially important in bearings that operate in aggressive environments, or for those bearings which stand idle for long periods of time. Good corrosion resistance therefore increases both service life and shelf life.
A bearing material should have structural uniformity and its properties should not change as surface layers wear away. On the other hand, alloys such as the leaded bronzes are used because they provide a lubricating film of lead at the bearing/ journal interface. Lead has a low shear strength, and is able to fill in irregularities in the shaft and act as an emergency lubricant if the oil supply is temporarily interrupted.
Finally, a bearing material should be cost-effective and available on short notice. No single bearing material excels in all these properties and that is one of the reasons bearing design always involves a compromise. However the bronze bearing alloys provide such a broad selection of material properties that one of them can almost always fit the needs of a particular design.
The Bearing Bronze Families
The bearing bronzes are listed in Table 1 by their UNS alloy designation with standard specifications covering each. The seventeen bearing bronzes listed fall into five alloy families with similar compositions and properties. The tin bronzes rely mostly on tin for their strength; leaded tin bronzes additionally contain modest amounts of lead for better antifrictional properties, but at the expense of some strength; highleaded tin bronzes have the highest lubricity but the lowest strength, aluminum bronzes and manganese bronze serve applications which require their extremely high strength and excellent corrosion resistance. Members of each family have similar properties, with differences among family members allowing selection based on economic considerations or on the need to tailor alloys for particular applications.
| ALLOY | ASTM | SAE | AMS | MIL | FED |
|---|---|---|---|---|---|
| C90300 | B271 B505 B584 |
J461, J462 (formerly 620) |
C-15345,ALLOY 8 C-22087 C-11866,COMP.26 C-22229 |
QQ-C-390 | |
| C90500 | B271 B505 B22 B584 |
J461, J462 (formerly 62) |
4845 | QQ-C-390 | |
| C90700 | B505 | J461, J462 (formerly 65) |
QQ-C-390 | ||
| C92200 | B271 B505 B61 B584 |
J461, J462 (formerly 622) |
C-15345,ALLOY 9 B-16541 |
QQ-C-390 | |
| C92300 | B271 B505 B584 |
J461, J462 (formerly 621) |
C-15345,ALLOY 10 B-16540 |
QQ-C-390 | |
| C92700 | B271 B505 |
J461, J462 (formerly 63) |
QQ-C-390 | ||
| C93200 | B271 B505 B22 B584 |
J461, J462 (formerly 660) |
C-15.12,ALLOY 12 | QQ-C-390 | |
| C93400 | B505 | C-15345,ALLOY 11 C-22087 C-22229 |
QQ-C-390 | ||
| C93500 | B271 B505 B584 |
J461, J462 (formerly 66) |
QQ-C-390 | ||
| C93700 | B271 B505 B22 B584 |
J461, J462 792 (formerly 64) |
4827 4842 |
QQ-C-390 | |
| C93800 | B271 B505 B66 B584 |
J461, J462 (formerly 67) |
QQ-C-390 | ||
| C94300 | B271 B505 B66 B584 |
J461, J462 |
4840 | QQ-C-390 | |
| C95300 C95300HT |
B271 B505 B148 |
J461, J462 (formerly 688) |
C-11866,COMP.22 | QQ-C-390 | |
| C95400 C95400HT |
B271 B505 B148 |
J461, J462 |
4870 4871 4872 4873 |
C-15345,ALLOY 13 C-11866,COMP.23 |
QQ-C-390 |
| C95500 C95500HT |
B271 B505 B148 |
J461, J462 |
C-15345,ALLOY 14 C-22087 B-21230 C-22229 |
QQ-C-390 | |
| C86300 | B271 B505 B22 B584 |
J461, J462 |
4862 | C-15345,ALLOY 6 C-22087 C-11866,COMP 21 C-22229 |
QQ-C-390 |
| C86400 | B271 B505 B584 |
QQ-C-390 |
Tin Bronzes: Alloy Nos. C90300, C90500, C90700
Tin's principal function in these bronzes is to strengthen the alloys. (Zinc also adds strength, but more than about 4% zinc reduces the antifrictional properties of the bearings alloy.) The tin bronzes are strong and hard and have very high ductility. This combination of properties gives them a high load-carrying capacity, good wear resistance and the ability to withstand pounding. The alloys are noted for their corrosion resistance in seawater and brines.
The tin bronzes' hardness inhibits them from conforming easily to rough or misaligned shafts. Similarly, they do not embed dirt particles well and therefore must be used with clean, reliable lubrication systems. They require a shaft hardness between 300-400 BHN. Tin bronzes operate better with grease lubrication than other bronzes; they are also well suited to boundary-film operation because of their ability to form polar compounds with small traces of lubricant.
Differences in mechanical properties among the tin bronzes are not great. Some contain zinc as a strengthener in partial replacement for more-expensive tin.
Leaded Tin Bronzes: Alloy Nos. C92200, C92300, C92700
Some tin bronzes contain small amounts of lead. In this group of alloys, lead's main function is to improve machinability. It is not present in sufficient concentration to change the alloys' bearing properties appreciably A few of the leaded bronzes also contain zinc, which strengthens the alloys at a lower cost than tin. The leaded bronzes in this family otherwise have similar properties and application as the tin bronzes.
High-Leaded Tin Bronzes: Alloy Nos. C93200, C93400, C93500, C93700, C93800, C94300
The family of high-leaded tin bronzes include the workhorses of the bearing bronze alloys. Alloy C93200 has a wider range of applicability, and is more often specified, than all other bearing materials. It, and the other high-leaded tin bronzes are used for general utility applications under medium loads and speeds, i.e., those conditions which constitute the bulk of bearing uses. Strengths and hardnesses are somewhat lower than those of the tin bronzes but this group of leaded alloys excel in their antifriction and machining properties.
As with other bearing bronze families the differences among individual alloys are minor. Alloy C93200 utilizes a combination of tin and zinc for cost-effective strengthening while C93700 relies solely on tin to obtain the same strength level. In addition to its good strength, Alloy C93700 is known for its corrosion resistance to mildly acidic mine waters, and to mineral waters and papermill sulfite liquors. Wear resistance is good at high speeds and under high-load, shock and vibration conditions. The alloy has fair casting properties, something to be considered when large or complex bearing shapes must be produced. Alloy C93700 contains enough lead to permit use under doubtful or interruptible lubrication, but it must be used with hardened shafts. The lead addition makes these alloys easy to machine.
High strength is sacrificed for superior lubricity in the bronzes containing 15 and 25 percent lead, Alloys C93800 and C94300. These high-leaded tin bronzes embed dirt particles very well and conform easily to irregularities in shaft surfaces and permit use with unhardened shafts. As in all leaded bronzes the lead is present as discrete microscopic particles; in alloys C93800 and C94300 there is ample lead available to smear onto the journal to prevent welding and seizing, should the lubricant supply be interrupted. The lead also provides excellent machinability.
Because of their comparatively lower strength and somewhat reduced ductility Alloys C93800 and C94300 should not be specified for use under high loads or in applications where impacts can be anticipated. They operate best at moderate loads and high speeds, especially where lubrication may be unreliable. They conform well and are very tolerant of dirty operating conditions, properties which have found them extensive use in offhighway, earthmoving and heavy industrial equipment.
Aluminum Bronzes: Alloy Nos. C95300, C95300-HT, C95400, C95400-HT, C95500, C95500-HT, C95510
The aluminum bronzes are the strongest and most complex of the copper-based bearing alloys. Their aluminum content provides most of their high strength and makes them the only bearing bronzes capable of being heat treated. Their high strength, up to 68,000 psi yield and 120,000 tensile, permits them to be used at unit loads up to 50 percent higher than those for leaded tin bronze Alloy C93200.
Because of their high strength, however, they have fairly low ductility and do not conform or embed well. They consequently require shafts hardened to 550-600 BHN. Surfaces must also be extremely smooth, with both shaft and bearing finished to 1520 in RMS. Careful attention should be given to lubricant cleanliness and reliability, the latter because these alloys do not have the anti-seizing properties typical of the leaded and tin bearing bronzes. On the other hand, the aluminum bronzes have excellent corrosion resistance and are ideally suited for such applications as marine propellers and pump impellers. The aluminum bronzes also have superior elevated temperature strength. They are the only bronzes - and the only conventional bearing material able to operate at temperatures exceeding 50OF.
Manganese Bronzes: Alloy Nos. C86300, C86400
Manganese bronzes are modifications of the Muntz metal-type alloys (60% copper 40% zinc brasses) containing small additions of manganese, iron and aluminum, plus lead for lubricity, anti-seizing and embeddibility. Like the aluminum bronzes, they combine very high strength with excellent corrosion resistance. Manganese bronze bearings can operate at high speeds under heavy loads, but require high shaft hardnesses and nonabrasive operating conditions.
Summary
Bearing bronzes offer broad ranges of strength, ductility, hardness, wear resistance, anti-seizing properties, low friction and the ability to conform to irregularities, tolerate dirty operating environments and contaminated lubricants. The corrosion resistance of bearing bronzes is generally superior to other bearing materials, and can be selected to meet particular ambient conditions. Bronzes permit easy and economical manufacture, allowing bearings to be made in special and one-of-a-kind configurations simply and at low cost. No bearing metals have better machinability than the leaded and high-leaded bearing bronzes. Almost without exception, a bearing bronze can be selected to satisfy any bearing application that exists.